过程安全管理(Process Safety Management, PSM)是现代危险化学品企业安全管理体系的基石与核心,其目标是通过系统化、前瞻性的方法,预防和控制涉及危险化学品的工艺过程中可能发生的重大事故。其精髓在于将安全管理的重心从事后应急响应,前移至事前风险识别与过程控制。以下是对其核心要点的精华解读。
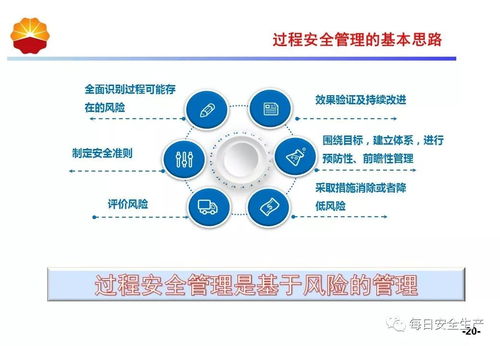
一、 核心思想:从“事故应对”到“过程预防”
传统的安全管理往往侧重于个人行为安全(如佩戴防护用品)和一般性事故预防。而PSM聚焦于工艺系统本身——那些一旦失效便可能导致灾难性后果(如火灾、爆炸、有毒物质泄漏)的设备、技术、物料和操作程序。它强调通过对工艺过程全生命周期的系统性管理,识别、评估并持续控制内在的重大风险。
二、 管理体系的核心要素(精华提炼)
- 工艺安全信息(PSI):安全管理的“数据基石”。完整、准确、易于获取的PSI是PSM体系运行的前提。它必须包含:
- 危险化学品信息:物理化学性质、毒性、反应性、腐蚀性数据等。
- 工艺技术信息:工艺流程图、物料与能量平衡、工艺参数的安全上下限。
- 设备信息:设计规范、材质、建造标准、维护记录等。
- 所有信息必须贯穿从设计、建造、运行到报废的全过程。
- 工艺危害分析(PHA):风险识别的“核心工具”。在工艺生命周期的关键节点(如设计、重大变更前、定期复审),系统性地识别、评估和控制工艺危害。常用方法包括:危险与可操作性分析、故障模式与影响分析等。其目的是回答:“哪些环节可能出错?后果有多严重?可能性多大?现有防护措施是否足够?”
- 变更管理(MOC):事故的“关键防线”。统计表明,大量重大事故源于未经充分评估的“微小”变更。MOC要求对任何可能影响工艺安全的变更(人员、工艺、设备、物料、程序等)实施标准化、文件化的审查与授权流程,确保变更带来的新风险被识别并控制。“没有MOC,不变更”是铁律。
- 操作程序与安全作业规程:员工行为的“安全指南”。所有关键操作(开车、停车、正常操作、应急操作)都必须有清晰、详细、经过验证的书面程序。员工必须接受充分培训,确保其不仅知道“怎么做”,更理解“为何必须这样做”以及“不这样做的潜在后果”。
- 机械完整性(MI):设备安全的“保障体系”。确保关键工艺设备(压力容器、管道、安全联锁系统等)的设计、制造、安装、维护、检验、测试都处于良好状态。这依赖于:
- 预防性/预测性维护:定期检查和维护,而非等到故障发生。
- 质量保证:使用合格备件、合格承包商。
- 测试与检查:对安全仪表、泄压装置等进行定期功能测试。
- 应急预案与应急响应:最后的“生命屏障”。尽管PSM强调预防,但必须为残余风险做好应急准备。应急预案需基于风险分析,明确职责、程序、资源(如人员、装备、医疗),并定期组织演练与评估,确保其有效性。
- 事故调查与经验分享:持续改进的“学习引擎”。不仅调查重大事故,更鼓励对未遂事件(Near Miss)进行深入调查,找出根本原因(技术、程序、管理、文化等层面),并制定纠正预防措施。更重要的是,将教训在企业内部分享,避免同类问题重演。
- 合规性审核与持续改进:体系的“健康检查”。定期(如每3年)对PSM所有要素的执行情况进行系统性审核,验证其有效性,发现差距,并制定改进计划。PSM不是一次性的项目,而是一个需要领导承诺和资源投入、不断循环提升的持续过程。
三、 管理咨询视角:成功实施的关键
作为企业管理咨询顾问,我们强调,PSM的成功不仅在于建立程序文件,更在于将其融入企业文化和管理实践:
- 领导力与承诺是灵魂:最高管理层必须提供可见的、持续的支持(资源、时间、关注),将过程安全置于与生产和效益同等重要的战略地位。
- 全员参与是基础:从工程师、操作工到维修人员,每个人都必须理解自己的角色在PSM体系中的重要性。鼓励一线员工报告隐患和未遂事件。
- 能力建设是支撑:针对不同层级员工(管理层、技术人员、操作人员)开展针对性的PSM培训,培养内部专家。
- 绩效衡量是导向:建立领先型指标(如MOC完成率、PHA建议关闭率、安全仪表测试完成率)和滞后型指标(事故率),用以衡量PSM体系的有效性,驱动持续改进。
- 整合而非孤立:PSM体系应与企业的质量管理、环境管理、设备管理及日常运营管理深度融合,避免形成“两张皮”。
###
对于危险化学品企业而言,卓越的过程安全管理是生存与发展的生命线,是履行社会责任的核心体现。它是一项需要长期投入、系统构建和精心维护的战略工程。通过深刻理解并扎实落地上述精华要素,企业方能构筑起一道坚固的预防性安全防线,将重大工艺风险牢牢控制在可接受范围之内,实现安全、绿色、可持续的高质量发展。